

Как выбрать электрод для сварки – рекомендации редакции Zuzako
В продаже есть множество моделей электродов. Чтобы из них выбрать наиболее качественные, вам нужно изучить фото- и видеоматериалы, почитать отзывы покупателей и профессиональных сварщиков, а также рассмотреть рекомендации нашей редакции. Такой комплексный подход исключит вероятность ошибки и позволит купить максимально качественное изделие.
Электроды для любительской сварки в доме и на даче
Чтобы варить различные металлические детали дома или на даче, вам понадобятся специальные электроды. При их выборе обязательно учитывайте рекомендации нашей редакции. Они помогут найти идеальную модель для сварщиков-любителей, которая позволит добиться нужного результата.
Советы по выбору:
- Новичкам лучше всего покупать расходники с рутиловым покрытием. Они отличаются более быстрым розжигом и возможностью проведения работ на переменном и постоянном токе.
- Для бытовой сварки характерно отсутствие повышенных требований к точности и надёжности шва. Поэтому советуем выбирать универсальные модели, подходящие для любых сварочных инверторов и позволяющие выполнять работы минимальной или средней сложности.
- Для бытовых целей лучше всего покупать электроды с диаметром сердечника 3–4 мм. Такие модели легко справятся со сваркой трубопровода или каких-либо металлических конструкций (например, каркас беседки).
- Любителям рекомендуем покупать модели с маркировкой «Для дуговой сварки». Они более просты в использовании и не требуют наличия особых профессиональных навыков.

Электроды для профессиональной работы
Для профессиональной работы нужны максимально качественные электроды. Выбрать их вам помогут рекомендации нашей редакции. В них учтены все наиболее важные моменты, которые могут повлиять на точность выполнения поставленной задачи.
Советы по выбору:
Для специалистов-сварщиков не имеет особого значения тип обмазки стержня. Поэтому выбор конкретной модели будет зависеть лишь от личных предпочтений мастера. Профессионалы часто выполняют сварку, требующую повышенной глубины провара и установки большой силы тока
Из-за этого рекомендуем покупать массивные электроды с большим диаметром сердечника (от 5 мм)
Специалисты выполняют сварку деталей из разных материалов Поэтому при выборе расходников им важно обращать внимание на марку электродов. Большинство доступных моделей предназначены для стали (низколегированной, низкоуглеродистой и др.), а также алюминия, меди и чугуна. При проведении профессиональных работ советуем использовать электроды, выпущенные известными производителями В противном случае можно получить низкое качество готового шва
При проведении профессиональных работ советуем использовать электроды, выпущенные известными производителями В противном случае можно получить низкое качество готового шва.
Выбирать электроды для ручной сварки довольно сложно, поэтому с такой работой смогут справиться лишь профессионалы. Чтобы стать одним из них, вам нужно внимательно перечитать нашу статью. В ней представлены обзоры лучших моделей, отличающихся доступной ценой и хорошим качеством.
Назначение сварки
Пайка — это распространенный способ создания постоянных связей путем образования новых межатомных связей. Существует несколько разновидностей, каждая из которых имеет свою область использования:
электрическая дуга. Проводится с помощью расходуемого электрода (метод Н.Г. Славянова) — универсальный и широко применяемый прием для всех видов соединений. Основными его преимуществами являются высокая производительность за счет максимальной механизации рабочих процессов, а также хорошие механические характеристики соединения;
ручной лук. Используется при монтаже стальных строительных систем, соединении элементов труб. Его можно проводить даже в труднодоступных местах и в разном пространственном положении;
газ. Применяется при работе со стальными элементами относительно небольшой толщины, а также при работе с алюминиевыми и медными сплавами.
Существуют и другие способы создания неразъемных соединений: контактная, жидкостная пайка или фиксация специальным полуавтоматом.
По масштабам, наверное, нет такой отрасли, будь то промышленное или сельскохозяйственное производство, где бы не применялась сварка. Самые распространенные примеры – строительные работы (арматурные конструкции), соединение труб различного назначения. Многие владельцы подержанных автомобилей знают, что значит варить кузов автомобиля. На даче есть место для сварочного аппарата (например, для изготовления металлического забора).
Преимущества сварных соединений:
полное использование секционных поверхностей для соединения элементов;
высокий уровень надежности соединения;
относительно небольшая масса конструкции;
сокращение отчислений на дополнительную обработку. Этот сварной шов выгодно отличается от литой конструкции;
снижение трудоемкости и трудовых ресурсов, что приводит к его удешевлению;
хорошая альтернатива литью и ковке. Использование паяных соединений позволяет создавать сложные конструкции из литых или штампованных деталей;
возможность работы с инновационными сплавами, легкими профилями, листовым прокатом, металлами высокой чистоты и др;
повышение безопасности труда.
Минусы:
высокий риск различных дефектов шва, что не лучшим образом сказывается на прочности конструкции;
необходимость четкого соблюдения технологии;
появление остаточных напряжений вследствие термических деформаций;
изменение механических свойств металла вблизи шва;
необходимость визуального контроля (а в случае ответственных конструкций и выборочного инструментального.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
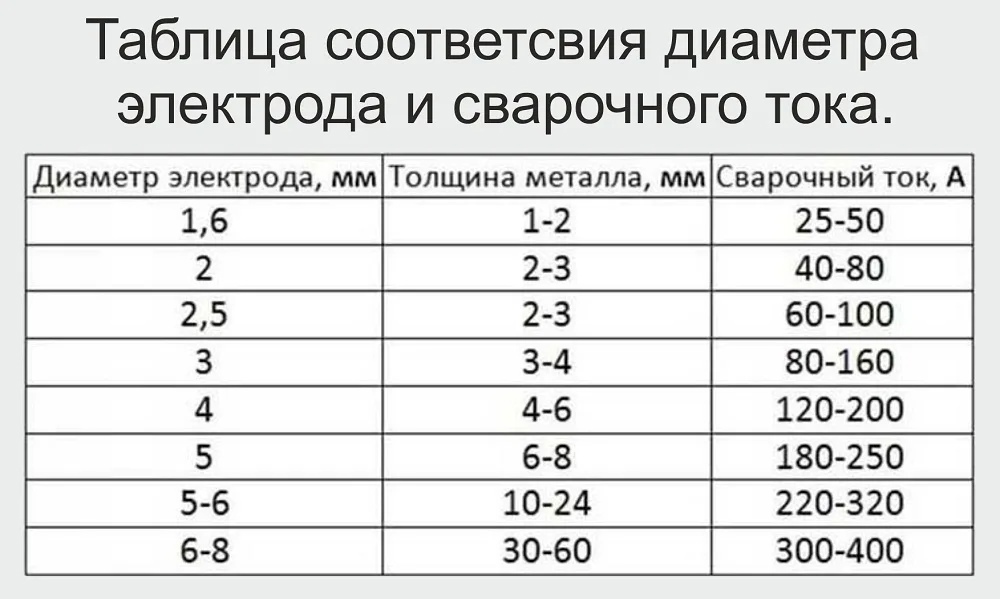
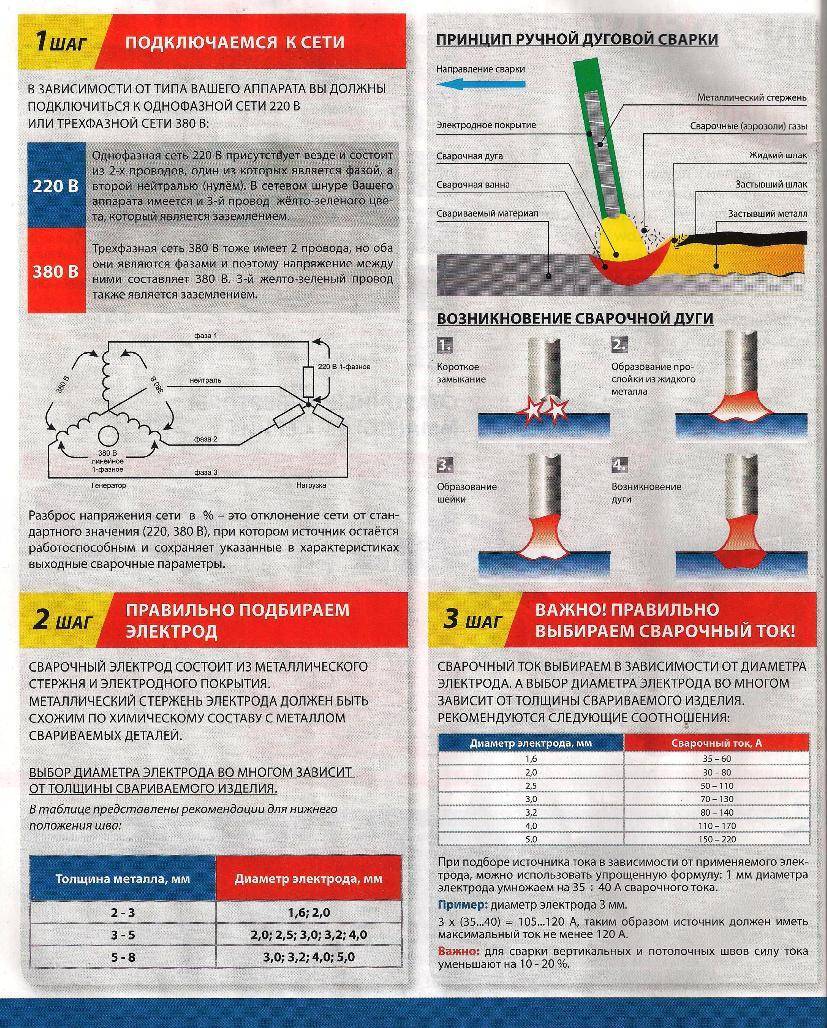
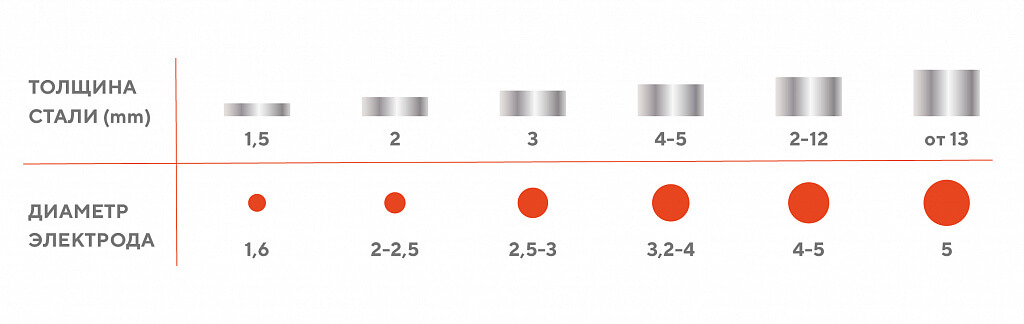
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
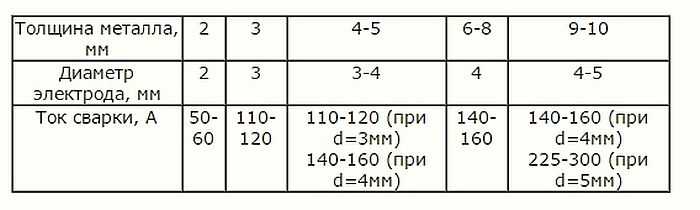
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
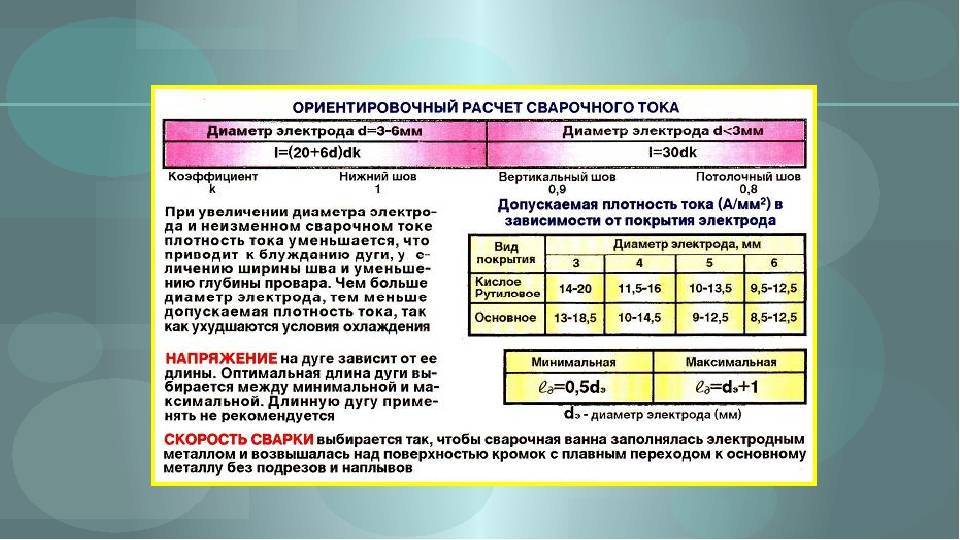
Сила тока при сварке
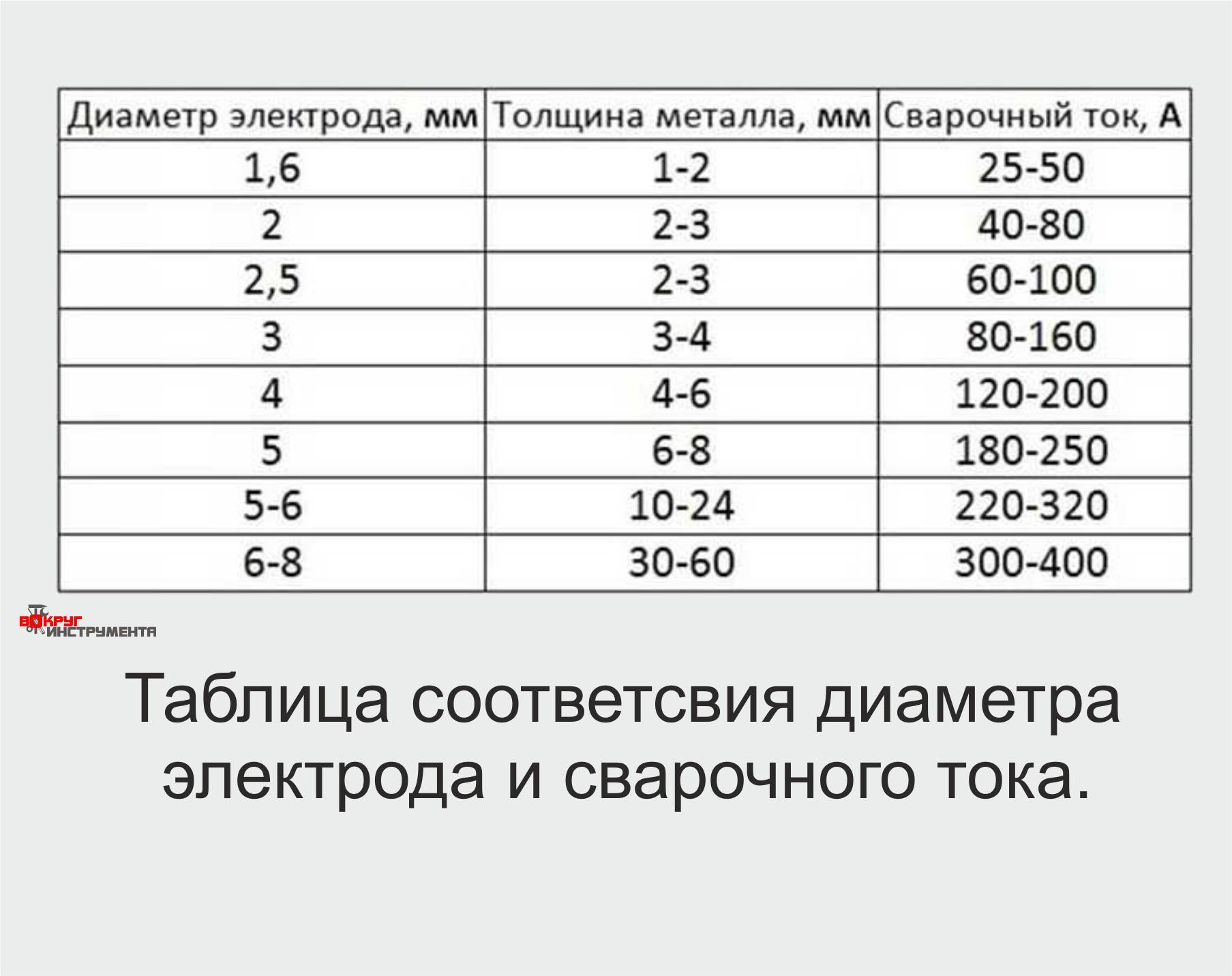
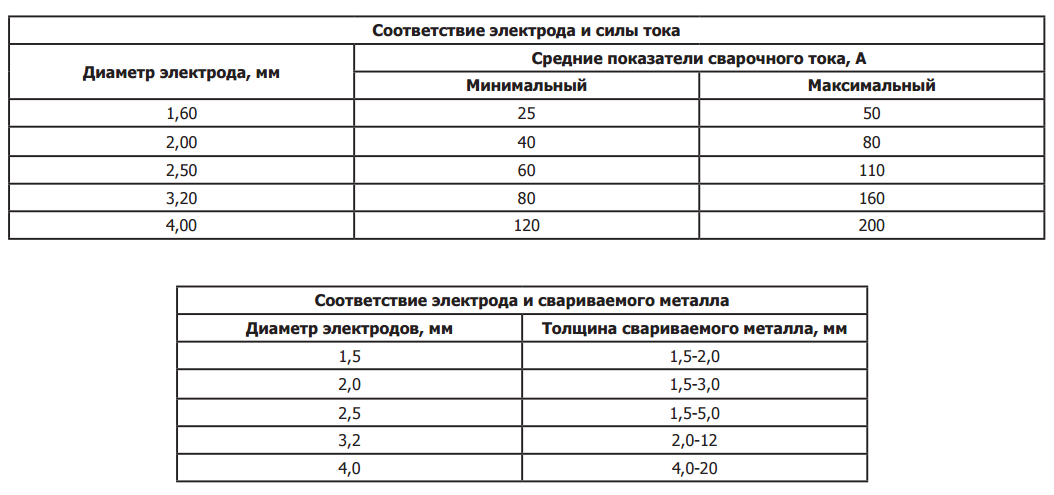
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.

Классификация сварочных электродов плавящегося типа
Перед началом работы электроды для сварки инвертором подбираются в соответствии с материалом свариваемых элементов. Поскольку металл, составляющий их основу, в процессе формирования шва заполняет пространство между деталями, для лучшего контакта с ними он должен иметь схожий компонентный состав и внутреннюю структуру. Поэтому существуют расходные материалы для сварки алюминия, меди, чугуна и прочих черных и цветных металлов.

Самое большое распространение в строительстве и промышленном производстве получили стальные электроды, разделяемые ГОСТ на несколько групп:
- для углеродистых и низколегированных сталей;
- для легированных сплавов;
- для термостойких легированных сталей;
- для высоколегированных сплавов;
- для наплавления добавочных наружных слоев со специальными свойствами.
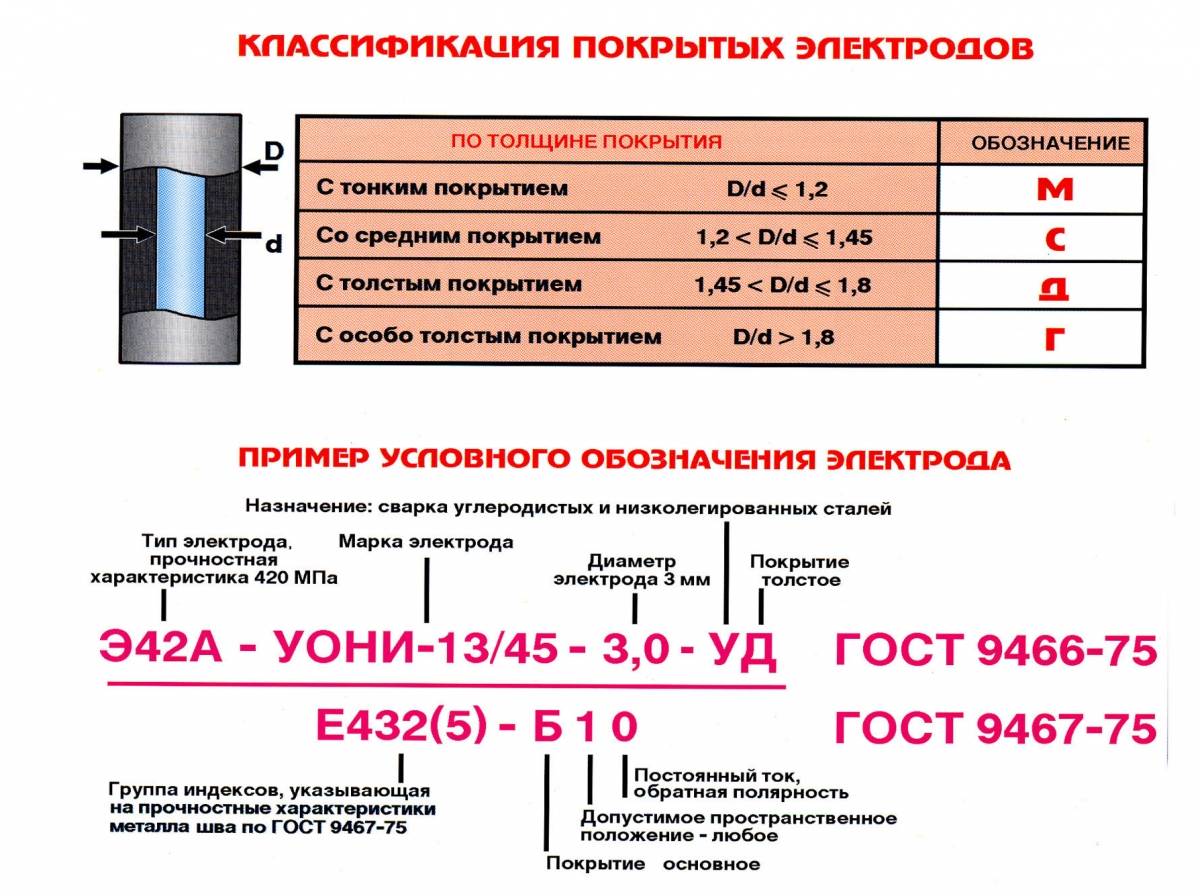
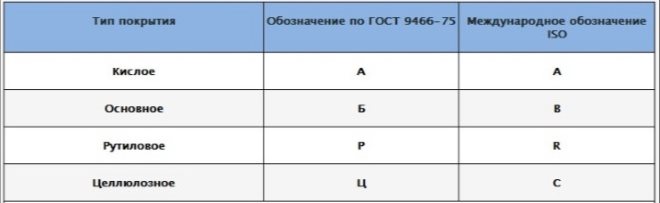
Каждое изделие имеет в своей основе длинный цилиндрический сердечник, окруженный с боков наружной обмазкой. Она нужна для защиты зоны сварки от вредного контакта с кислородом воздуха. По соотношению диаметров наружной оболочки и металлической сердцевины различают изделия с тонким, средним, толстым и особо толстым покрытием. Выделяют покрытия четырех главных типов:
- основное;
- целлюлозное;
- рутиловое;
- кислое.
Иногда применяются обмазки смешанного состава. Рассмотрим подробнее каждый тип.
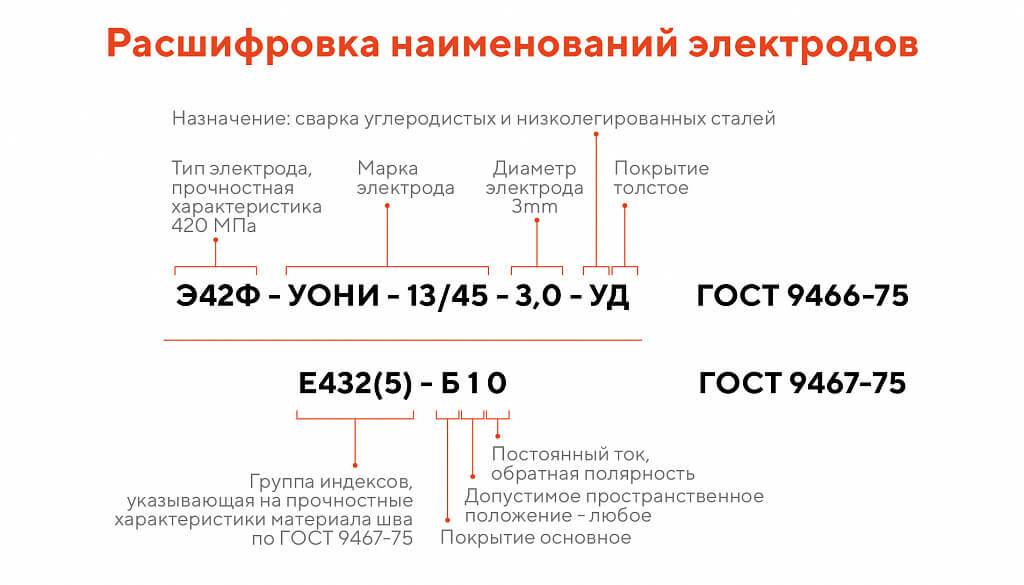
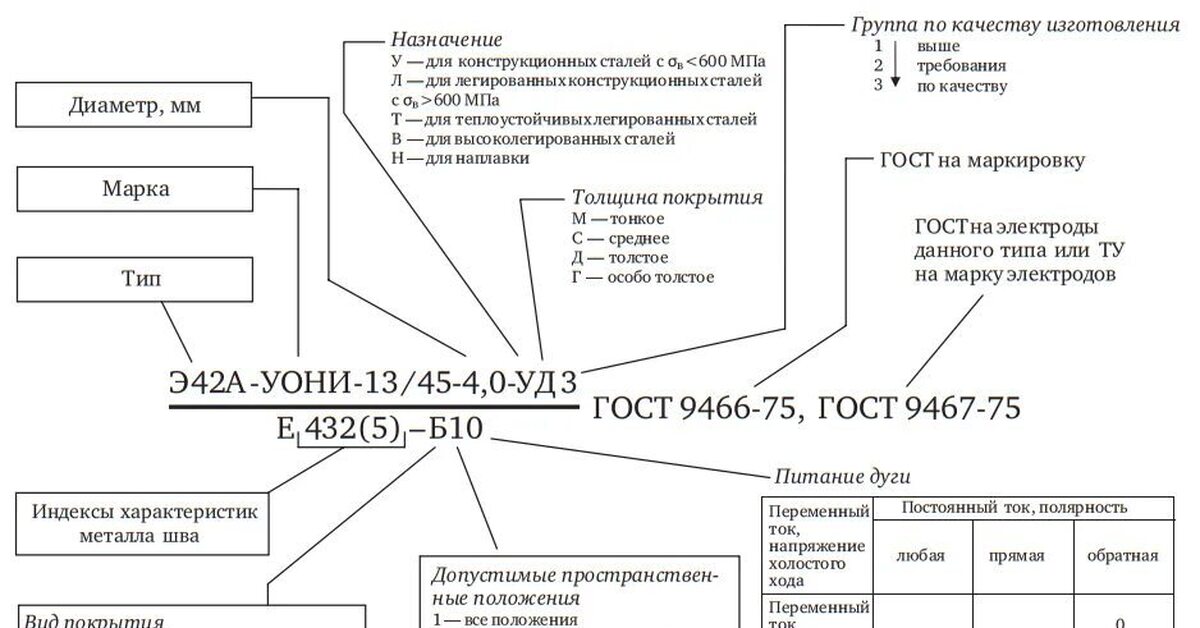
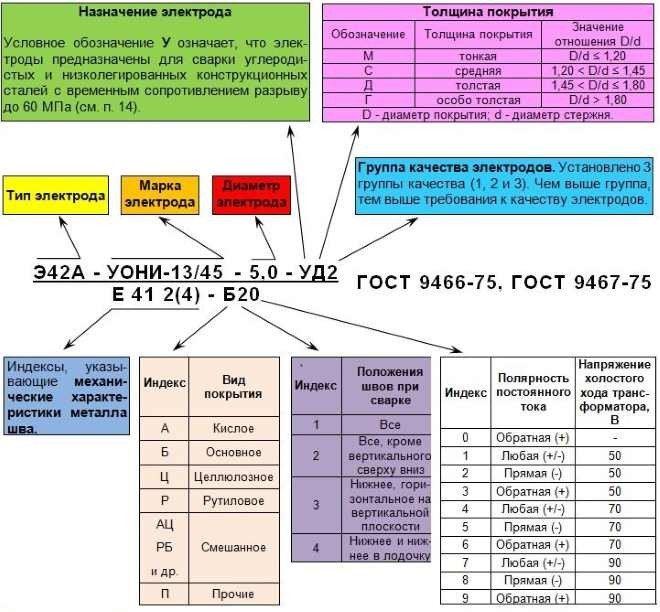
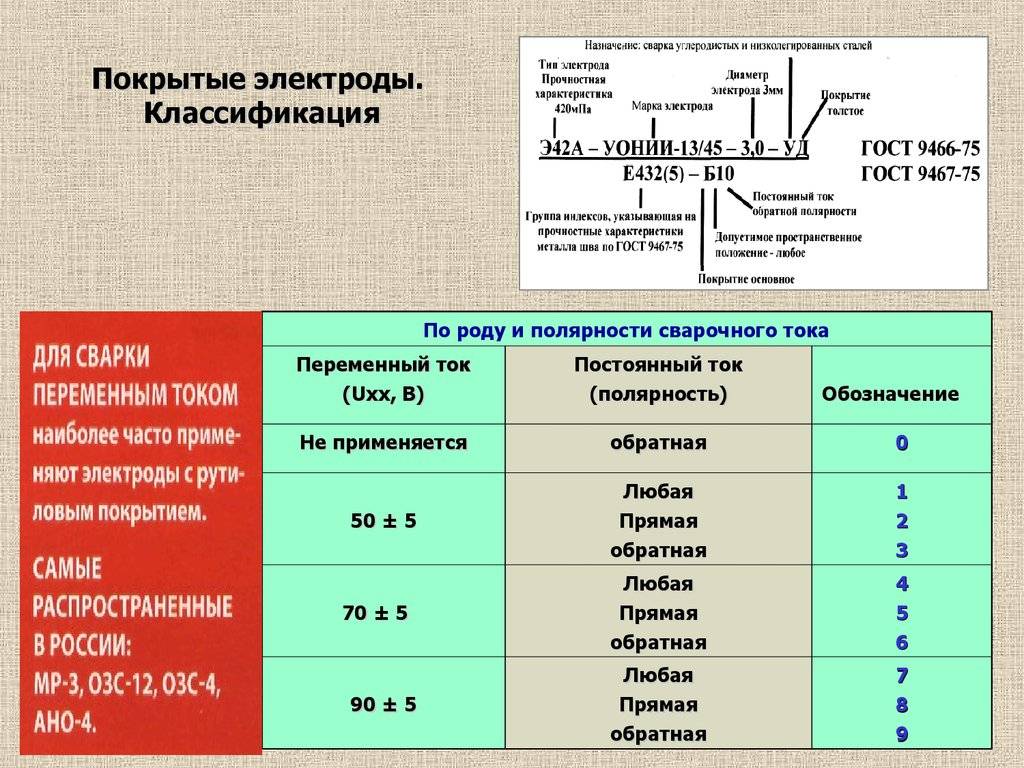
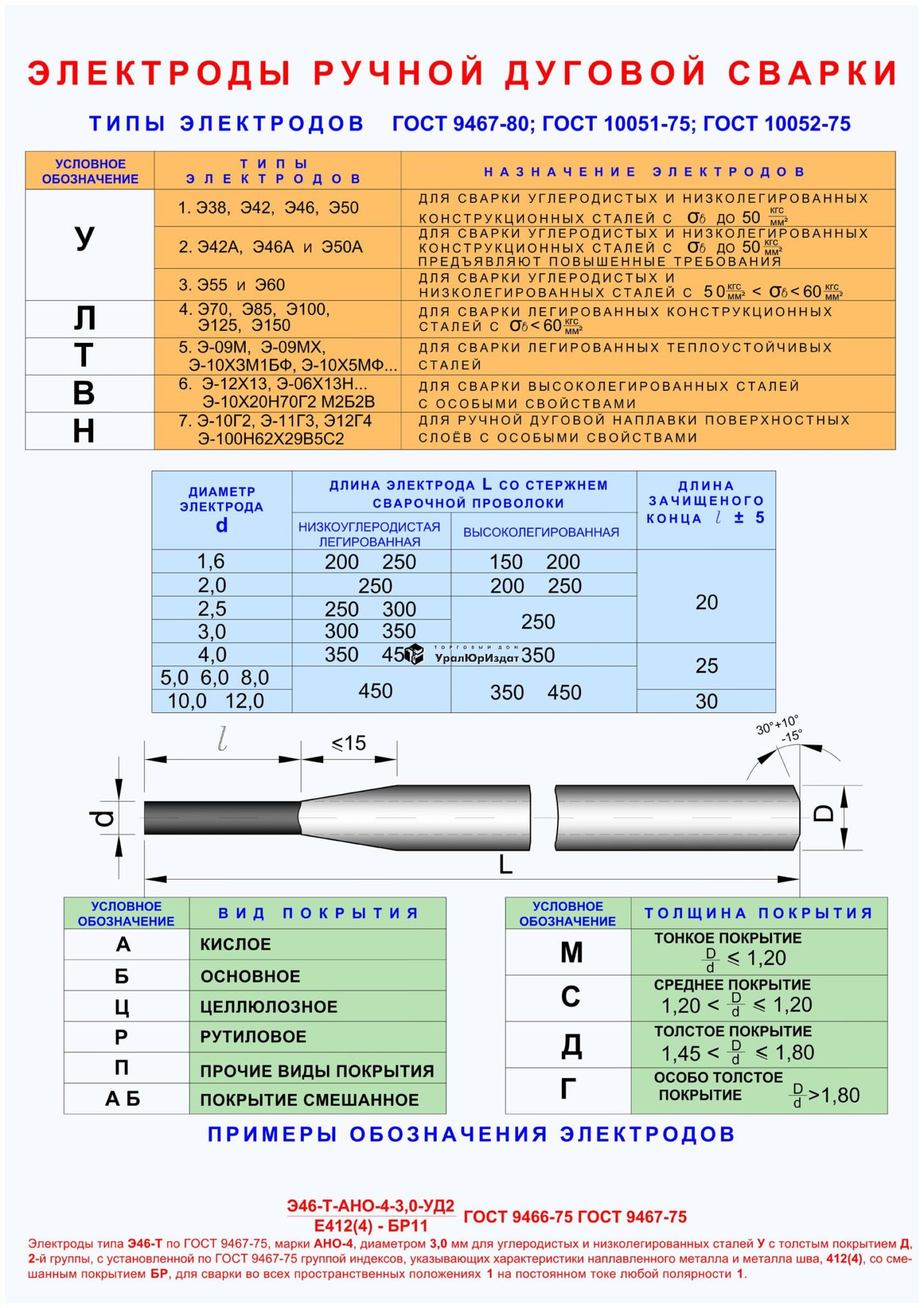
Маркировка
Строится из буквенных и цифровых символов, содержит полезную информацию о химическом составе, диаметре, конструкции и назначении изделия. Расшифровка представлена на фото: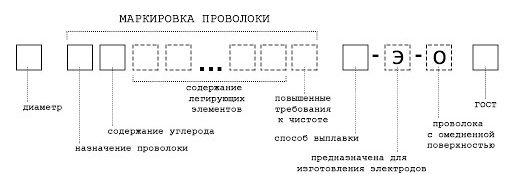
Свои особенности имеет маркировка порошковой проволоки. Помимо вышеуказанных символов используются дополнительные, несущие следующую информацию:
1. Для уточнения назначения применяют буквы ПГ – сварка в среде защитного газа, и ПС – самозащитное заполнение для работы без газа.
2. Значение прочности металла в наплавленном слое в Мпа.
3. Буквы Н, В, Вт, В˄, обозначают в каком пространственном положении допускается работа с деталями: в нижнем, нижнем горизонтальном и вертикальном, в исключительно горизонтальном. Буквой Т обозначают пруток для работы во всех положениях, включая трубы и сферы.
Приобретать или нет
Мы склоняемся к тому , что ответ на этот вопрос нужно искать отталкиваясь от цены. Standart — не самые дешевые электроды среди представленных на полках магазинов.
Их цена немного больше, чем у конкурирующих ESAB, СпецЭлектрод. Нужно ли платить больше в таком случае?
Это сложный вопрос, сказать однозначно очень непросто. Так как стоимость существенно не отличается от электродов иных изготовителей, можно сказать, что политика цен тождественная для всех брендов, что продвигают подобную продукцию (например:ЛЭЗ, СПЕЦЭЛЕКТРОД, ESAB).
Более того, разница в качестве тоже незначительна, поэтому свойства стержней разных представителей схожи между собою. Мы не видим смысла сравнивать сварочные электроды “Стандарт” с остальными.
Лучшие электроды с рутил-целлюлозным покрытием
Предназначены для низкоуглеродных марок стали. Обмазка выполнена из рутилового концентрата с высоким содержанием оксида титана и целлюлозы. Покрытие содержит минимальное количество вредных веществ. В расшифровке электродов для сварки маркируются литерами РЦ. При горении формируют среду, защищающую место расплава от атмосферных воздействий.
RSE S-46 3.2мм
Являются аналогом Esab ОК-46, предназначены для низколегированных, низкоуглеродистых марок стали. Демонстрируют высокое качество при формировании прихваточных швов. Отличаются повышенной стабильностью дуги. Минимальное количество брызг позволяет снизить потери во время плавки: почти весь металл идёт на формирование соединения.
Хороший первый розжиг, простой повторный поджиг делают удобными для новичков. Шов светлый, аккуратный, шлака много, но он легко отделяется от поверхности. Стержень изготовлен из стального сплава, который имеет повышенную прочность. Варить можно в любом направлении, демонстрируют хорошие результаты при работе с материалов, покрытым ржавчиной.

Достоинства:
- Мягкое горение;
- Экономичность;
- Привлекательная цена;
- Зажигаются от прикосновения по всей длине.
Недостатки:
Резкий характерный запах.
ESAB OK 46.00 3мм
Производятся шведской компанией на заводе в Тюмени. Предназначены для создания конструкций из судовой и низколегированной стали. Хорошо подходят для работы с листовым металлом, который имеет гальваническое покрытие. Не чувствительны к наличию на поверхности ржавчины, загрязнений или грунтовки. Низкие пороговые значения топа дают возможность варить тонкие листы.
Место стыка акуратное, валик плавно переходит в основной материал конструкции. Количество шлака небольшое, он легко удаляется. Дуга отличается стабильным горением на малых токах, что делает изделия актуальными для бытового применения. Значения максимального предела текучести достигают 380 МПа. Рекомендуется для сварки методом прихватки, для работ, которые лучше выполнять короткими швами.

Достоинства:
- Низкое тепловложение;
- Устойчивы к повышенной влажности;
- Хорошее соотношение цены и качества;
- Легко зажигается в разных условиях;
- Минимальное количество пор в соединении.
Недостатки:
Необходима прокалка в течение часа.
Magmaweld ESR-11 3.25 мм
Швейцарская компания предлагает универсальную модель для работы с металлоконструкциями из стали, толщиной до 5 мм. Изделия демонстрируют стабильное качество сварки оцинкованного или загрунтованного металла. Рекомендуются для производства котлов, резервуаров разного объёма, ремонта и прокладки трубопроводов.
Формируют незначительно вогнутый ровный шов. Отсутствие дефектов соединения – многочисленных пор, прожига и микротрещин – обеспечивает высокую прочность, надёжность конструкции. Мягкая и ровная дуга позволяет варить по методу прихватки. Шлак образуется в большом количестве, но быстро и легко отходит от поверхности без применения физических усилий.

Достоинства:
- Большое для своего класса сопротивление разрыву;
- Доступная цена;
- Плотная, прочная обмазка;
- Ржавчина не оказывает негативное влияние на качество шва;
- Упаковка хорошо защищена от влаги.
Недостатки:
Редко бывают в продаже.

Лучшие сварочные аппараты с Алиэкспресс
Какой сварочный электрод купить
1. Если вы раньше уже работали с электродами, имеющими основное покрытие, то можно приобрести УОНИ 13/55. Этот продукт и стоит недорого, и очень прочный шов обеспечивает. Также к его достоинствам можно отнести тот факт, что найти эти электроды можно в очень многих магазинах.


2. Kobelco LB-52U тоже имеет основное покрытие. В связи с этим розжиг здесь возможен только после прокалки, удаляющей всю влагу. Этот электрод нужно покупать в том случае, если сваривается трубопровод или какой-то другой серьезный объект, не допускающий двухстороннего сваривания.
3. Если у вас на носу сварка нержавеющей стали, то необходимо купить ОЗЛ-8. Это дорогое вещество, но зато оно идеально справляется со сваркой стали, содержащей в себе никель и хром. Недостатки у изделия типичны для электрода с основным покрытием.
4. Если вам нужны быстро разжигающиеся электроды, то стоит подумать о покупке Lincoln Electric Omnia 46. Также это изделие не сильно скажется на вашем бюджете. Электроды создают прочный шов, в противном случае они не попали бы в наш рейтинг.
5. Ещё один хороший экземпляр с рутиловым покрытием — это ESAB-SVEL OK 46.00. Этот электрод тоже не потребует серьезной прокалки, при этом он меньше остальных боится отсыревания. Для работы с таким электродом потребуется минимальный ток, что позволяет сваривать тонкостенную сталь.
6. Чуть хуже себя показывают электроды Ресанта МР-3. Если они отсыревают, то потребуется длительная прокалка при средней температуре. В противном случае шов получится не самым качественным.
Друзьям это тоже будет интересно
http://www.expertcen.ru/article/ratings/luchshie-svarochnye-elektrody.htmlhttp://expertology.ru/13-luchshikh-svarochnykh-elektrodov/http://vyboroved.ru/remont-i-nedvizhimost/972-luchshie-svarochnye-elektrody.html
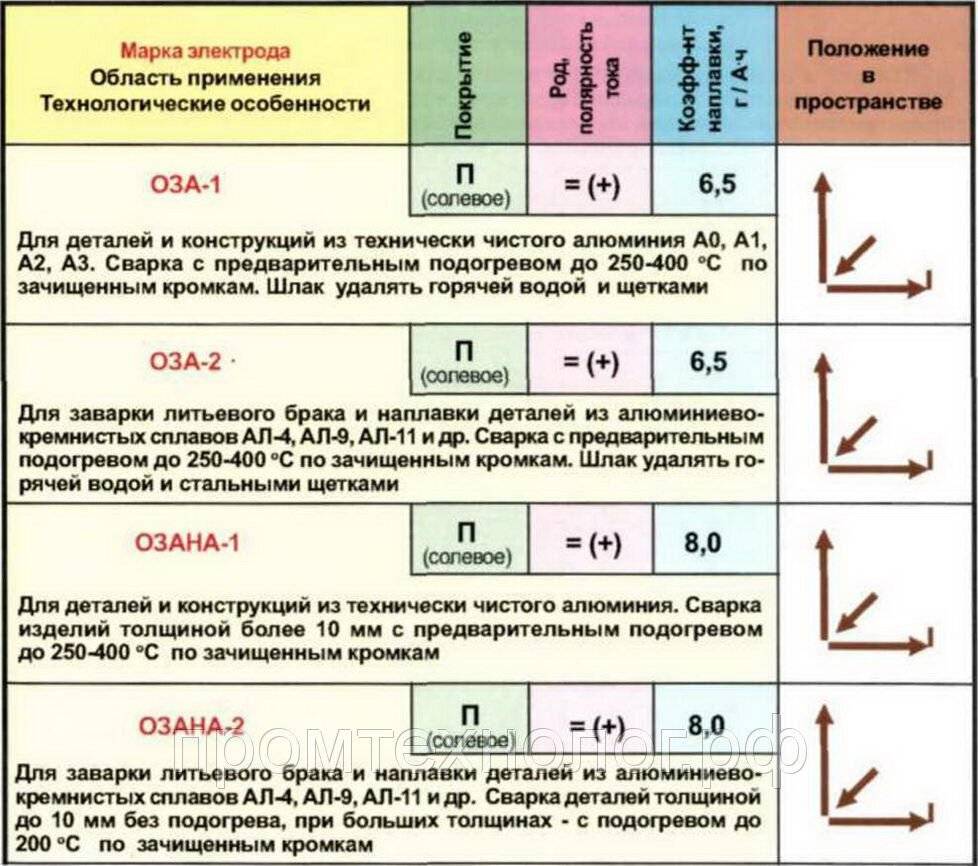
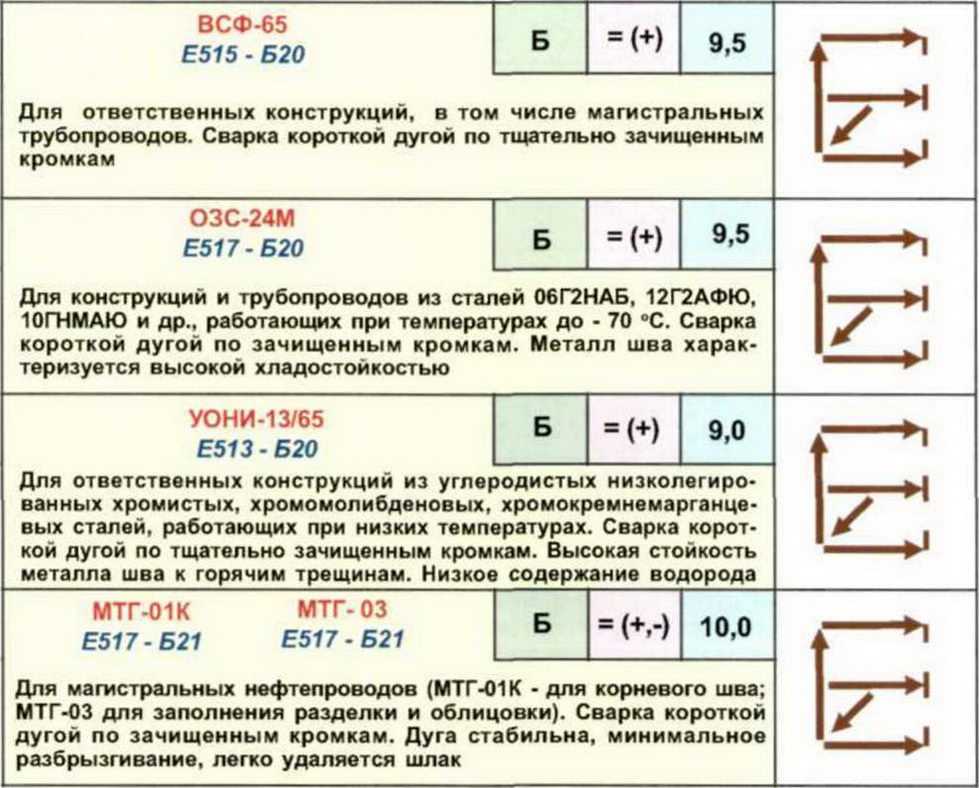
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.

- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.

- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
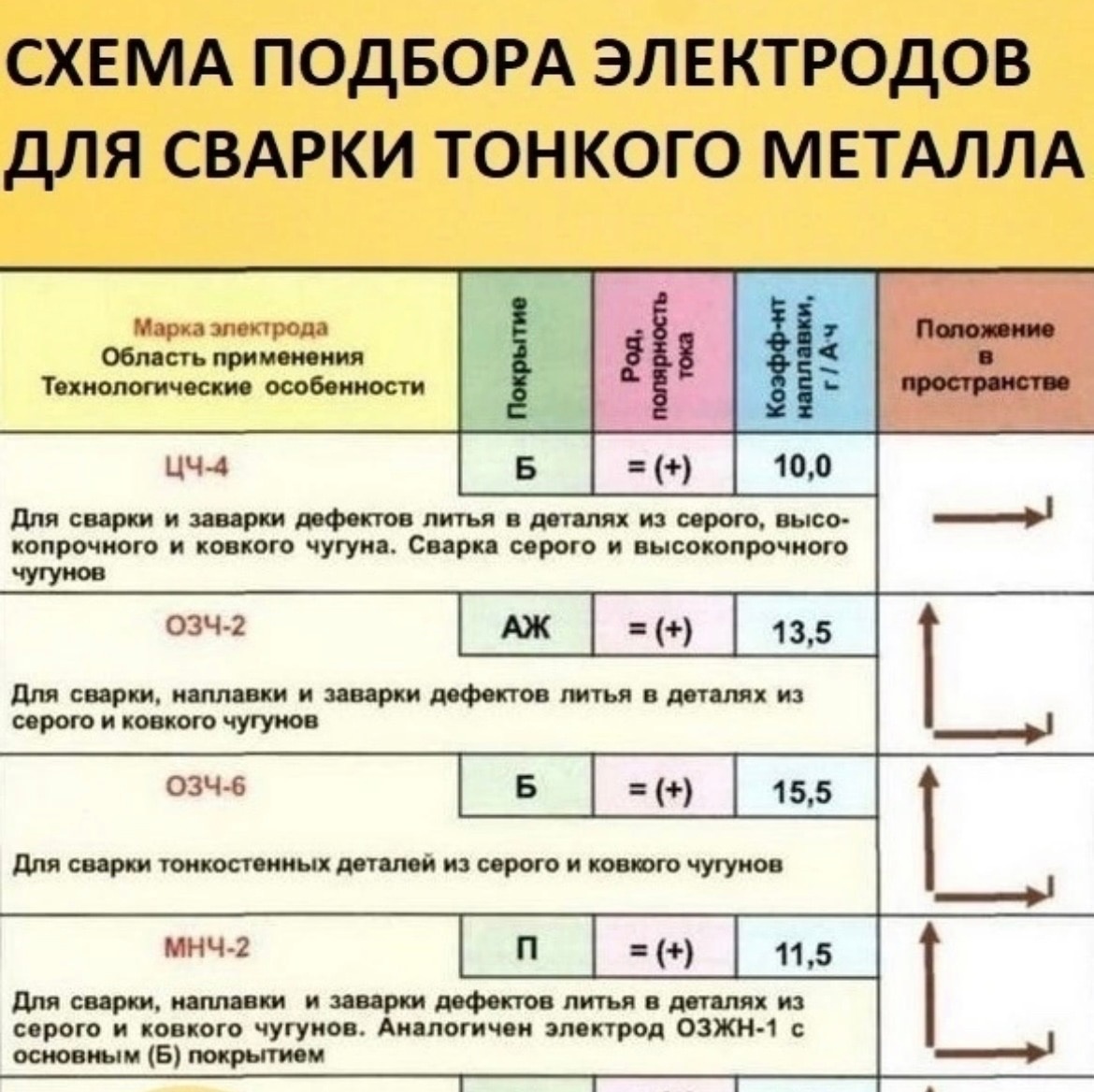
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.

- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.

Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Как выбрать сварочный электрод?
Правильный выбор сварочного электрода очень важен для более качественной сварки. На 2023 год критерии выбора следующие:
Толщина металла:
Электроды бывают разного диаметра. Толстые заготовки необходимо варить с помощью больших диаметров, иначе стержень будет слишком сильно перегреваться и брызгать жидким металлом. Сварка тонкого металла большим диаметром будет неэффективна, поскольку почти невозможно будет проплавить и прогреть заготовку.
Тип свариваемого металла:
Выбор электрода для сварки необходимо делать в соответствии с металлом. Состав сердечника должен быть максимально приближен к составу заготовки или изделия, в результате чего соединение будет однородным, не будет иметь трещин или деформаций.
В зависимости от свариваемого металла электроды могут быть для: низкоуглеродистых и низколегированных сталей, нержавейки, чугуна, алюминия, высокоуглеродистых сталей.
Покрытие:
- Рутиловое покрытие является самым распространенным. Их можно использовать с постоянным или переменным током. Их нельзя использовать при вертикальной сварке на спуск. Они отлично поджигаются в 1 раз и повторно. Рутиловые электроды удобны для соединения тонких деталей и подходят для сварки прерывистой дугой.
- Основное покрытие имеют электроды, которые сложнее поджигаются, особенно повторно. Свариваемые стороны нуждаются в прочистке от ржавчины и краски, иначе при сварке дуга станет плеваться и тухнуть. Такие варианты отлично проваривают толстый металл, подходя для заполняющих слоев и корневых швов и создают соединение, которое имеет повышенное сопротивление на разрыв.
- Кислое покрытие используется для сборки некоторых конструкций, не может использоваться при вертикальном положении на спуск. Такие электроды варят и на переменном, и на постоянном токе, но сильно плюются. Их используют при сварке магистральных трубопроводов.
- Целлюлозное покрытие пригодится для сварки в труднодоступных местах благодаря своей тонкой обмазке. Ими можно работать во всех пространственных положениях и также часто используются для сварки магистрального трубопровода.
- Смешанное покрытие позволяет объединять полезность двух покрытий.
Положение шва в пространстве:
Электроды могут быть универсальные, для всех положений, кроме вертикала на спуск, для горизонтальных швов на вертикальной плоскости, для нижнего, наклонного положений + в лодочку.
Источник тока:
Источником тока может служить инвертор, трансформатор и другие устройства. Инвертор получает более широкое распространение, поскольку способен работать на постоянном и переменном токе.
Полярность подключения:
Имеет значение при сварке на постоянном токе. Прямая полярность — это подключение детали к «+», а сварочного электрода к «-». Обратная полярность требует обратного подключения.
Длина:
Этот параметр будет колебаться от 30 до 50 см. Чем длиннее электрод, тем больше времени он будет работать без замены. Короткие электроды подойдут для труднодоступных мест.
Назначение:
- УОНИ сваривает детали при низких температурах.
- АНО-21 используется для деталей до 4 мм, которые эксплуатируются под небольшим давлением.
- МР-ЗС Сварит детали из проката и среднеуглеродистых сталей до 20 мм.
- ЛЭЗ наплавит изношенные детали.
- Рутиловые АНО-4 подойдут для низколегированных и низкоуглеродных сталей, хорошо варят загрязненный ржавчиной металл и легко очищаются от шлака.
На что обратить внимание
Дополнительные критерии выбора важны не меньше основных и заслуживают внимательного ознакомления с ними. Их достаточно много, поэтому остановимся лишь на некоторых.
Особенности сварочного аппарата
Любой полуавтомат имеет свои особенности. Их устройство подразумевает использование определенного типа расходных материалов, что обязательно раскрывается в инструкции пользователя. Этот документ достоин внимательного изучения.
Равномерная намотка на катушку
Этот критерий весьма важен при работе аппарата. От того, насколько равномерно пруток намотан на катушку, зависит плавная подача прутка в зону расплава металла, и, соответственно, качество шва.






Диаметр без отклонений
Подача прутка в зону шва происходит в автоматическом режиме с определенной скоростью. Следовательно, наличие участков с сечением меньше номинального, может привести к такому виду брака шва, как непровар, т.е. к снижению прочности и герметичности шва.
Расходные характеристики
Далеко не весь металл в процессе плавления перемещается в шов. Определенная часть его уходит в естественные потери: разбрызгивание, испарение, угар. Величину потерь определяет множество факторов, в том числе:
- состав проволоки;
- тип покрытия;
- режим сварки;
- тип соединения;
- плотность тока;
- длина дуги.
Учет всех перечисленных факторов позволяет правильно подсчитать количество материала, необходимого для выполнения определенного объема работ. Норму расхода нетрудно подсчитать самостоятельно, но удобнее воспользоваться справочником, где обязательно найдется сравнительная таблица.
По каким критериям выбираются электроды
Все электроды выбирают по двум основным разновидностям:
- Плавящиеся изделия. Основой конструкции служит металлический стержень, покрытый обмазкой. Она способствует повышению стабильности горения дуги и защищает сварочную зону от внешних воздействий. С использованием этих изделий как раз и выполняется ручная дуговая сварка.
- Неплавящиеся электроды. Применяются для сварки заготовок в среде инертных газов, выполняющих защитную функцию.
Когда подбирают электроды для инвертора, нужно обязательно учесть характеристики и структуру соединяемых заготовок. От этого в дальнейшем будет зависеть качество сформированных швов.
Для разных материалов используются свои виды электродов:
- Низколегированная и низкоуглеродистая сталь соединяется углеродными изделиями.
- Легированные стали свариваются расходниками известных марок ОЗС-4, МР-3, АНО-21, УОНИ 13/45.
- Другие типы сталей или формирование наплавок выполняются электродами, у которых сердечники изготовлены из высоколегированных металлов (ЦЛ-11).
- Чугунные детали соединяются специальными изделиями по чугуну – ОЗЧ-2.
Что входит в состав электрода
Электроды для инвертора состоят из металлического сердечника, а также необычного покрытия (обмазка). В процессе работы инвертором сердечник будет плавиться, а обмазка защитит шов от окисления. Покрытие наносят методом прессовки, и позволит дуге гореть более устойчиво. В зависимости от типа сварки и целей, которые вы ставите, выделяют 4 вида покрытия.
- Основное (универсальное);
- Целлюлозное (сварка при постоянном токе);
- Рутиловое (характеризуется низким разбрызгиванием металла и будет подходить для обоих видов тока);
- Кислое (токсичное, для хорошо проветриваемых помещений).
Маркировка обмазки
Выбранные изделия с основным покрытием следует применять тогда, когда вы хотите увидеть швы на конструкции с отличной ударной выдержкой и идеальной пластичностью. Кроме того, при работе с основным покрытием вы можете рассчитывать на отсутствие кристаллизации швов и эксплуатацию конструкции в экстремальных климатических условиях. Главный недостаток – формирование пор в шве, на окраинах конструкций, которые соединяются, если при сварке на них будет находиться ржавчина или влага.
Рекомендуем! Устройство и использование кислородных баллонов
Рутиловое покрытие идеально подойдёт для соединения низкоуглеродистой стали. Такое покрытие обеспечит легкую шлакоотделяемость, отличный визуальный эффект швов, хорошее сваривание поверхностей с загрязнениями и ржавчиной.
Достоинства и недостатки
Если вы когда-нибудь читали отзывы об электродах ЛЭЗ, вы наверняка заметили, что они противоречивы. На самом деле, это не удивительно. Ведь их продукция рассчитана на массового покупателя. И поскольку этих покупателей невероятно много как у нас, так и за рубежом, то и отзывы разные. Мы решили высказать некоторые достоинства и недостатки, которые обнаружили в процессе эксплуатации.
Среди плюсов выделим огромный ассортимент. У этого производителя можно найти все типы электродов для всех типов металлов. При этом стоимость не очень высокая, ведь продукция отечественная. Еще один неоспоримый плюс — это распространенность электродов от ЛЭЗ. Партии большие и поставляются во многие магазины. Так что их продукцию можно найти даже в маленьком городке. Еще одно достоинство, которое вытекает из предыдущего плюса — большое количество отзывов и тестов в интернете. Некоторые из них действительно объективны и помогают при выборе.
Недостатки… на наш взгляд, он только один. Это качество, которое несравнимо с зарубежными аналогами. Да, ЛЭЗ имеют множество сертификатов качества от служб надзора в разных странах. Они одобрены в Германии, России, Беларуси, Украине. Их продукция соответствует ГОСТам и стандартам НАКС. Но отечественные законы слишком просто обойти и наши стандарты качества не такие строгие и современные, как у японских или американских производителей, например.
Ресанта — известный бренд инверторных аппаратов
Подавляющее большинство профессиональных сварщиков и домашних мастеров чаще всего останавливает выбор на инверторных аппаратах, выпускаемых под маркой Ресанта. Что касается выбора наиболее подходящих для такого оборудования электродов, то здесь необходимо придерживаться схемы, которая была изложена выше. Поэтому, приобретая любой из рекомендованных стержней для сварки, вы можете не беспокоиться о качестве соединения. Использование их в сочетании со сварочными аппаратами Ресанта обеспечит вам безопасность при работе.
Разновидности инверторов Ресанта
Среди доступных на сегодняшний день инверторных установок этой марки следует выделить ряд аппаратов, отличающихся наибольшим уровнем функциональности:
- устройства, представляющие серию Проф. Среди опций, которые предлагают эти аппараты, следует выделить «Форсаж дуги», «Горячий старт», «Антизалипание». Также у них предусмотрена защита от перегрева аппарата, имеется широкий диапазон настройки тока для качественного выполнения сварки;
- серия Компакт: модели аппаратов являются наилучшим выбором для применения в домашних условиях;
- инверторные аппараты плазменной резки ИПР-40 и ИПР-25.